Výber techniky montáže
V praxi sa najčastejšie používajú dve možnosti inštalácie medeného potrubného systému. Pred začatím práce sa každý sám rozhodne, ktoré potrubie bude: odnímateľné alebo jednodielne.
Existujú nasledujúce spôsoby pripojenia:
- zváranie pomocou elektrického stroja,
- stlačením,
- pomocou plynového horáka alebo elektrickej spájkovačky.
Vo výrobe je možné zvoliť všetky metódy bez ohľadu na typ potrubia. Hlavnou vecou je rozhodnúť, či budú kovania dodatočne použité alebo nie. Ak systém potrebuje byť ľahký a prístupný z hľadiska opravy alebo pridania ďalších prvkov, je vhodné potrubie rozdeliť. Kovanie je možné zvoliť:
- kompresia,
- závitový,
- s automatickým zámkom.
Pre vlastnú tvorbu je to najlepšia možnosť, nie je potrebné používať spájkovanie. Na to, aby ste si skladací systém vyrobili svojpomocne doma, nie je potrebné mať rozsiahle skúsenosti ani znalosti. Pravidelne budete musieť dotiahnuť matice, aby ste predišli úniku. Neustále nastavenie tlaku vedie k zníženiu pevnosti spojovacích prvkov.

Tri hlavné spôsoby pripojenia
Pred pripojením kusov medených rúrok je potrebné ich odrezať v súlade so schémou zapojenia a pripraviť. Budete potrebovať rezačku rúr alebo pílku na železo, ohýbačku rúr a pilník. A na čistenie končekov neublíži ani jemnozrnný brúsny papier.
Iba s diagramom budúceho potrubného systému môžete vypočítať požadované množstvo spotrebného materiálu. Je potrebné vopred rozhodnúť, kde a aký priemer budú potrubia namontované. Je tiež potrebné jasne pochopiť, koľko spojovacích prvkov je na to potrebných.
Možnosť #1: Zváranie medených rúr
Automatizované alebo ručné zváranie medených rúr vyžaduje elektródy a plyn na vytvorenie ochrannej atmosféry (dusík, argón alebo hélium). Budete tiež potrebovať jednosmerný zvárací stroj a v niektorých prípadoch aj horák. Elektródou môže byť grafit, volfrám, meď alebo uhlík.
Hlavnou nevýhodou tejto technológie inštalácie sú výrazné rozdiely v charakteristikách výsledného švu a kovového potrubia. Líšia sa chemickým zložením, vnútornou štruktúrou, elektrickou a tepelnou vodivosťou. Ak sa zváranie nevykoná správne, spoj sa môže následne rozptýliť.
V dôsledku legovania medi v dôsledku pôsobenia deoxidačného činidla prítomného v elektróde sa zvar v mnohých ohľadoch značne líši od zváraného základného kovu.
Zváranie medených rúr môže správne pripojiť iba kvalifikovaný remeselník. To si vyžaduje určité znalosti a zručnosti.
Táto možnosť inštalácie má veľa technologických nuancií. Ak máte v pláne urobiť všetko sami, ale nie sú žiadne skúsenosti so zváracím strojom, potom je lepšie použiť inú metódu pripojenia.
Možnosť #2: Kapilárne spájkovanie
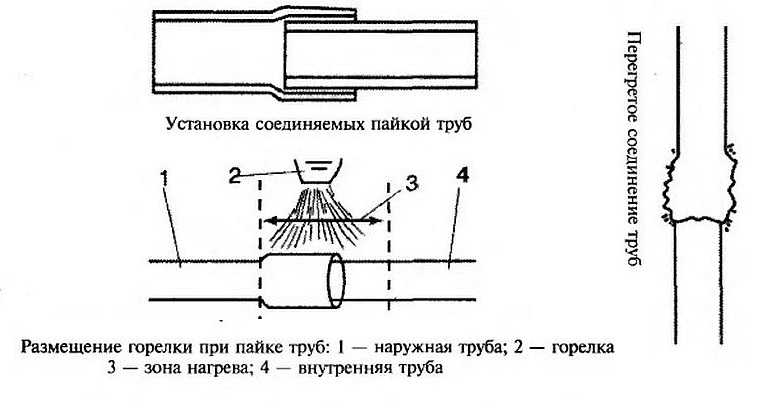
V domácich podmienkach sú medené rúry zriedkavo spojené inštalatérskym zváraním. Je to príliš zložité a vyžaduje si špecializované zručnosti a časovo náročné. Jednoduchšie je použiť metódu kapilárneho spájkovania pomocou plynového horáka alebo horáka.
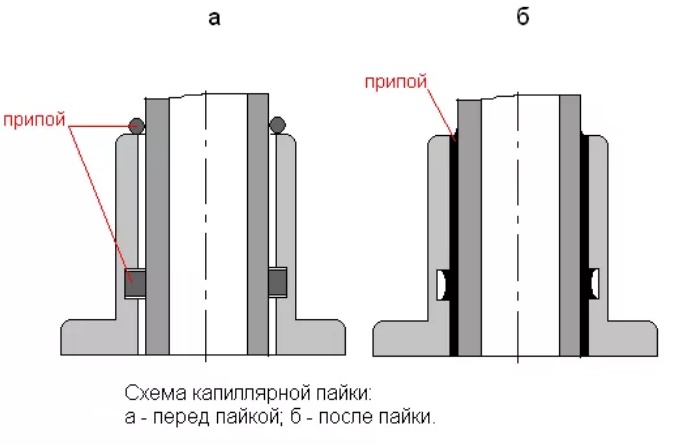
Technológia spájkovania medených rúrok spájkou je založená na kapilárnom vzostupe (úniku) medenej spájky po roztavení pozdĺž medzery medzi dvoma lisovanými kovovými rovinami.
Spájkovanie medených rúr sa deje:
- nízkoteplotné - používajú sa mäkké spájky a horák;
- používajú sa vysokoteplotné - žiaruvzdorné zliatiny a propánový alebo acetylénový horák.
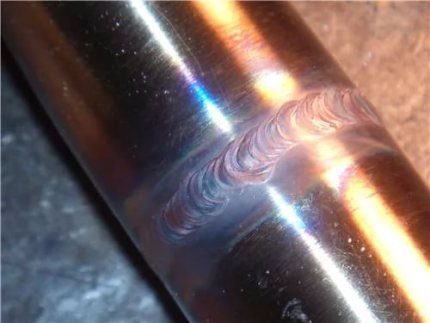
Tieto metódy spájkovania medených rúrok nemajú veľký rozdiel v konečnom výsledku. Spojenie v oboch prípadoch je spoľahlivé a ťahové.Šev s vysokoteplotnou metódou je o niečo pevnejší. V dôsledku vysokej teploty prúdu plynu z horáka sa však zvyšuje riziko prepálenia kovu steny potrubia.
Používajú sa spájky na báze cínu alebo olova s prídavkom bizmutu, selénu, medi a striebra. Ak sú však potrubia spájkované pre systém zásobovania pitnou vodou, potom je lepšie odmietnuť verziu olova kvôli jej toxicite.
Galéria obrázkov
Na realizáciu nízkoteplotného zvárania nie je potrebné mať špeciálne vybavenie a špeciálne zručnosti výkonného umelca. Môžete to urobiť sami
Komunikácia z medených rúr a tvaroviek
Vysokokvalitné medené rúry a tvarovky, ktorých technické a prevádzkové vlastnosti zodpovedajú medzinárodným normám ISO 9002, BS2 a DIN, dnes vyrábajú zahraničné aj domáce spoločnosti. Takéto potrubia, ako aj ich spojovacie prvky, úspešne odolávajú vysokému tlaku médií, ktoré sú nimi prepravované, vysokým a nízkym teplotám a mechanickému namáhaniu, ktorému môžu byť vystavené počas prevádzky, prepravy a skladovania.
Na rozdiel od polymérových rúr populárnych v našej dobe sa výrobky z medených rúr nezhoršujú vystavením slnečnému žiareniu, nebojí sa korózie, čo je skutočná pohroma pre výrobky vyrobené zo železných kovov. Z hľadiska životnosti, ktorou sa medené rúry a tvarovky líšia, sa s nimi nedá porovnávať žiadny podobný výrobok vyrobený z iného materiálu. Je pozoruhodné, že medené výrobky sú prakticky večné, životnosť komunikácií z nich je najmenej 100 rokov.

Systém vykurovania a zásobovania vodou z medených rúr v súkromnom dome
Potrubné výrobky, ako aj tvarovky vyrobené z medi, sa používajú na usporiadanie inžinierskych sietí na rôzne účely:
- vykurovacie systémy;
- klimatizácia;
- prívod studenej a teplej vody;
- plynové komunikácie.
Tí spotrebitelia, ktorí sa rozhodnú používať výrobky z medených rúr a medené tvarovky, ich používajú hlavne na vybavenie spoľahlivých a odolných vodovodných sietí. Kovania vyrobené z medi sú kompaktnejšie a vyzerajú oveľa čistejšie ako kovania vyrobené zo železných kovov. Vysvetľuje to skutočnosť, že pri navrhovaní a výrobe medených tvaroviek nie je potrebné zhrubnúť ich steny, berúc do úvahy ich ďalšiu koróziu, pretože tomu jednoducho nepodliehajú.

Montáž medených rúr do vykurovacieho systému svojpomocne
Existuje niekoľko dôvodov vysvetľujúcich vysokú popularitu rúr a tvaroviek vyrobených z medi:
- meď, ako viete, má antiseptické vlastnosti, preto sa vo vodovodných potrubiach vyrobených z tohto kovu nevyvíjajú patogény a kvalita vody prepravovanej cez ne sa dokonca zlepšuje;
- inštalácia potrubí, pre ktoré sa používajú medené rúry a tvarovky, je oveľa jednoduchšia ako komunikácia z čiernych rúr;
- kvôli vysokej plasticite medi, rúry vyrobené z tohto kovu, keď v nich voda zamrzne, neprasknú, ale jednoducho sa deformujú; na zničenie medenej rúrky je potrebné na ňu použiť vnútorný tlak 200 atm a takéto tlaky jednoducho neexistujú v komunikáciách pre domácnosť.

Spájkovanie medených rúrok
Spájkovanie sa vykonáva kvôli adhézii medzi roztavenými medeno-fosforovými alebo striebornými spájkami a vyhrievanými rúrkami, ktoré sa majú spojiť. Spájka je distribuovaná na križovatke pôsobením kapilárnych síl, "zmáčanie" základného kovu. Na zlepšenie kvality spájkovania a zvýšenie koeficientu adhézie sa používajú špeciálne tavivá a spájkovacie plochy sú predčistené. Pri spájkovaní je potrebné rovnomerne ohriať spájané diely na požadovanú teplotu.
Preto je pri spájkovaní dôležitý typ plameňa horáka, ktorý udáva rovnováhu plynnej zmesi.Klesajúci plameň horáka indikuje nadmerné množstvo paliva v zmesi, ktoré presahuje obsah kyslíka. Presýtená zmes plynov v dôsledku prebytku kyslíka vytvára plameň, ktorý oxiduje povrch kovu. Znakom tohto javu je čierny povlak na kove. Vyvážená zmes plynov pri spaľovaní vytvára plameň, ktorý ohrieva kov bez akéhokoľvek iného účinku.
Pri práci na spájkovaní medených rúr si tiež všimnite, že:
- Aplikácia taviva podporuje priľnavosť spájky ku kovu.
- Miesto spájkovania je predbežne obsluhované.
- Pre kvalitné spájkovanie je potrebný potrebný ohrev spájkovaných častí.
- Na spájkovanie medených rúrok je potrebné vyčistiť spoj.
Nástroje na spájkovanie medi
Na spájkovanie medi sa používajú špeciálne spájkovačky a plynové horáky.
Pri práci s medenými rúrami je potrebné okrem spájkovania a krimpovania ich rezať, ohýbať, rozširovať a lemovať. Ohýbanie rúr, aby sa predišlo vráskam a splošteniu, sa vykonáva pomocou pákovej ohýbačky rúr. Okrem toho pre rúry s priemerom do 15 mm musí byť polomer ohybu najmenej 3,5 priemeru. Pre rúry veľkých priemerov musí byť polomer ohybu najmenej 4 priemery. Rúry môžete rezať aj pílkou, ale najlepšie je to s rezačkou rúr, ktorá vám to umožní presne na značku a bez skreslenia. Po každej otáčke je potrebné dotiahnuť rezací valec utiahnutím nastavovacej skrutky. Otrepy, ktoré sa objavia počas procesu rezania, musia byť odstránené.
Na zabezpečenie vloženia rúry do rúry sa používajú špeciálne rozťahovacie kliešte a tŕne.
Typy armatúr
Všetky spojovacie armatúry sú rozdelené do niekoľkých typov podľa ich funkcií:
- Rovné - na priame spojenie dvoch rúrok rovnakého priemeru. Takéto armatúry sa nazývajú spojky, telo je zvyčajne vo forme valca.
- Prechodné - na priame spojenie dvoch rúrok rôznych priemerov. Adaptéry alebo redukcie majú zložitý tvar: dva krátke valce rôznych veľkostí sú spojené zrezaným kužeľom.
- Uhlové alebo otočné - na pripojenie rovnakých rúr pod uhlom. Takéto tvarovky sa nazývajú ohyby alebo rohy, uhol ohybu tela je od 15 do 90 stupňov.
- Vetvenie – spojenie dvoch alebo viacerých prúdov alebo rozdelenie jedného prúdu na niekoľko. Telesá T majú tri odbočné rúrky, ktorých priemery sa môžu líšiť. Krížové telesá pozostávajú zo štyroch alebo viacerých trysiek spojených v pravom uhle.
- Tesnenie - pre prekrytie voľných odbočiek. Tieto tvarované prvky, nazývané zátky, sú veko alebo zátka.
Mnohí sa podľa môjho názoru mylne domnievajú, že medené rúry na inštaláciu vodovodného potrubia alebo vykurovania domu sú dosť drahé a niektorí, že storočie medi na tieto účely je minulosťou.
V tomto príspevku sa vám pokúsime dokázať, že to tak nie je, práve preto, že meď je pomerne pohodlný materiál na montáž akýchkoľvek konštrukcií a ak vezmeme do úvahy jej odolnosť, potom je v mnohých prípadoch nevyhnutná a práve ona ktorého si vyberie horlivý majiteľ do vlastného domova
Ak porovnáme meď s inými materiálmi, z ktorých sa vyrábajú vodovodné a iné komunikačné potrubia (napríklad s plastom alebo), potom sú jeho výhody zrejmé. V prvom rade je to nezvyčajne dlhá životnosť: medené rúry a tvarovky často vydržia tak dlho, ako samotná budova existuje.
Meď je veľmi ťažná, čo zvyšuje bezpečnosť vodovodného systému a zachováva si svoje vlastnosti v širokom rozsahu teplôt (od -200 do +250 ° C), vďaka čomu sú rúry odolné voči zamrznutiu pri naplnení vodou.
Medené rúry sú odolné voči ultrafialovému žiareniu (na rozdiel od plastov), majú nízky koeficient drsnosti, čo umožňuje ich použitie v podobných podmienkach
Medené potrubie prakticky nie je ovplyvnené rôznymi typmi vírusov a baktérií, nebojí sa olejov, tukov a rôznych škodlivých látok. Medenú rúru nedokáže zničiť ani chlór, ktorý je pre naše vodovodné potrubie nevyhnutný, ale naopak, vďaka tvorbe oxidovej vrstvy na jeho vnútorných stenách pomáha chlór predĺžiť životnosť potrubia.
Rúry
Vodovodné medené rúry kruhového prierezu sa vyrábajú ako vo zvitkoch (dĺžka 25 a 50 m), tak aj v segmentoch (tyče rôznych dĺžok). Najčastejšie používané rúry majú priemery od 8 do 28 mm s hrúbkou steny 1 mm. Stojí za to zdôrazniť, že medené rúry sú vďaka tenkým stenám oveľa ľahšie ako oceľové rúry. Môžu byť izolované.
Inštalácia medených rúrok nespôsobuje žiadne zvláštne ťažkosti, hlavne kvôli tomu, že sú dobre rezané a ohnuté. Medené rúry môžu byť spojené dvoma spôsobmi: odnímateľné a jednodielne. Druhá zahŕňa spájkovanie, zváranie, krimpovanie.
Na pripojenie potrubí, pripojenie k armatúram sa používajú rôzne armatúry k existujúcemu vodovodu.
Kovanie
Existuje veľké množstvo druhov spojovacích a prechodových armatúr. Príklady niektorých sú zobrazené na fotografiách 1-12. Na spájkovanie sa teda používajú nielen bežné a adaptérové spojky, ale aj rôzne kolená, T-kusy, kríže, obrysy, zvitky a zátky. Existujú tvarovky s prechodom spájkovaného spojenia na závitové spojenie, napríklad „americké“ s kužeľovým tesnením (15 × 1/2 ″). Závitové lisovacie tvarovky často používajú objímku, ktorá po utiahnutí prevlečnej matice stlačí rúrku, čím utesní spojenie.
Obmedzenia pri používaní medených rúrok
Napriek mnohým výhodám, ktoré medené rúry majú, existujú určité obmedzenia ich použitia. Tieto obmedzenia sú spôsobené nasledujúcimi vlastnosťami tohto kovu.

Meď je veľmi mäkký a tvárny kov, takže rýchlosť prietoku tekutiny potrubím vyrobeným z tohto materiálu by nemala presiahnuť 2 m / s. Ak voda, ktorá preteká vodovodnými systémami, obsahuje pevné častice nečistôt, ktoré mechanicky ovplyvňujú steny potrubia, môže spôsobiť postupné vymývanie kovu (eróziu) a výrazné zníženie životnosti vodovodného potrubia.
Preto, aby sa zabezpečila spoľahlivá prevádzka medených potrubí, je potrebné, aby voda pre ne prešla predbežným čistením od nečistôt.Oxidový film, ktorý sa tvorí na vnútorných stenách medených rúrok a poskytuje im ešte spoľahlivejšiu ochranu, môže tvoria len vtedy, keď tvrdosť vody v kontakte s nimi je 1,42–3,42 mg/l a pH je 6,0–9,0. Ak sa táto požiadavka zanedbá, potom sa bude oxidový film (patina) na povrchu medených rúr neustále ničiť a obnovovať, čo v konečnom dôsledku povedie k postupnému znižovaniu hrúbky ich stien a predčasnému opotrebovaniu. potrubia budú ďalej používané na potravinárske účely alebo na pitie, potom by sa na ich inštaláciu nemali používať spájky na báze olova.Vzhľadom na skutočnosť, že priemerná životnosť medených vodovodných potrubí je 50 rokov, mali by byť inštalované tak, aby ho akýmkoľvek spôsobom znížiť. Takže nie je dovolené: krútiť rúry, robiť záhyby, keď sú ohnuté, upravovať na nich džemy viackrát.
Armatúry pre medené rúry
- Pri spájkovaní rúr a medených tvaroviek je potrebné sledovať ich teplotu ohrevu, pretože prehriatie môže viesť k zníženiu pevnosti materiálu a jeho prasknutiu na spoji.Po spájkovaní medených rúr a inštalácii tvaroviek je potrebné odstrániť použité tok z vnútra vodovodného systému, na ktorý sa používa metóda preplachovania .Takéto tavidlo, ktoré je chemicky agresívnou látkou, môže viesť k rozvoju koróznych procesov v potrubí. Ak je použitie takýchto prvkov nevyhnutné, potom pasívne anódy pripevnené k systému pomôžu zabrániť ich korózii.Kovania, ktoré sa používajú na pripojenie medenej rúrky k prvku prívodu vody z iného kovu, by mali byť vyrobené z mosadze, bronzu alebo nehrdzavejúcej ocele , vyhnete sa tak koróznym prvkom.
Avšak ani tieto obmedzenia, ktoré možno považovať za nevýznamné, neznižujú obľubu medených rúrok, ktoré sa považujú za najlepší materiál na usporiadanie vodovodných systémov.
https://youtube.com/watch?v=7Wim2hDl1FUrel%3D0%26controls%3D0%26showinfo%3D0
- www.ocm.ru
- tubepro.ru
- www.trubygid.ru
- met-all.org
Druhy medených tvaroviek
Rôzne typy medených tvaroviek vám umožňujú dokončiť potrubie akejkoľvek konfigurácie. V závislosti od spôsobu pripojenia existujú:
- časti so závitom, ktoré možno opakovane demontovať;
- kompresné alebo kompresné armatúry - variant skladacích častí pre inštaláciu potrubia aj na tých najneprístupnejších miestach. Pozostáva z krúžku a matice, ktorá fixuje spoj zvonku;
- lisovacie tvarovky - diely na kompletizáciu potrubí z medi a polymérov;
- časti na spájkovanie;
- samosvorné spojovacie prvky - moderné typy dielov, ktoré pozostávajú z odpruženého upínacieho mechanizmu s tesnením, ktorý sa uzatvára kľúčom, sú z hľadiska tesnosti a pevnosti spoja úplne porovnateľné s spájkovaním, pričom je stále možné demontovať zostavu.
Medené tvarovky majú priemer 6-108 mm a môžu byť:
- spojovacie - to sú pohony, spojky, armatúry a adaptéry;
- zmena smeru - lakte a ohyby;
- oddeľujúce - odpaliská a kríže, ktoré vytvárajú niekoľko vetiev z jednej rúry a smerujú ich rôznymi smermi.

Výber armatúr
Pri výbere armatúr na usporiadanie potrubia pre vykurovací, vodovodný alebo iný systém je potrebné zvážiť tieto faktory:
- typ zariadenia;
- účel a rozmery spojovacieho prvku.
Typy armatúr
Na pripojenie medených rúrok sa používajú tieto typy tvaroviek:
- kompresia;
- krimpovanie;
- závitové;
- spájkované.
Kompresné armatúry vám umožňujú získať odnímateľné spojenie. Zariadenia pozostávajú z nasledujúcich prvkov:
- telo, ktoré môže byť vyrobené priamo z medi alebo iných kovov: mosadz, bronz atď.
- upínací krúžok, ktorý dodáva spoju tesnosť;
- prevlečnou maticou, pomocou ktorej je spoj upevnený.

Opätovne použiteľný konektor
Výhody použitia kompresných tvaroviek sú:
- jednoduchosť inštalácie. Na zostavenie potrubia s týmito prvkami nie je potrebné špeciálne vybavenie a ďalšie zručnosti. Okrem toho je inštalácia armatúry vykonaná v čo najkratšom čase;
- nízke náklady na armatúru, najmä ak sa používajú zariadenia vyrobené z mosadze;
- možnosť opravy bez výmeny.
Medzi najvýznamnejšie nevýhody armatúr tohto typu patria:
- nemožnosť inštalácie na potrubia skrytého typu. Vzhľadom na nízku úroveň tesnosti spojenia a potrebu neustáleho uťahovania prevlečnej matice sa odporúča inštalovať lisovacie spojky výlučne na vonkajšie potrubia;
- nemožnosť použitia na potrubiach určených na prepravu plynov a kvapalín pod vysokým tlakom (dôvodom je nízka tesnosť spojenia).
Pri viacnásobnom použití konektora typu kompresie je úroveň spoľahlivosti výrazne znížená.
Lisovacie tvarovky umožňujú získať pevnejšie a tesnejšie spojenie, čo značne rozširuje rozsah ich použitia. Lisovacia alebo lisovacia tvarovka pozostáva z:
- zboru;
- gumový tesniaci krúžok, ktorý zvyšuje tesnosť;
- obmedzovač, ktorý je najčastejšie vyrobený z plastu;
- lisovacia objímka potrebná na upevnenie.

Potrubný prvok na dosiahnutie tesného spojenia
Medzi výhody krimpovacích tvaroviek patria:
- získanie najtesnejšieho spoja v čo najkratšom čase;
- nízke náklady;
- Možnosť inštalácie do zemného aj skrytého potrubia.
Jedinou významnou nevýhodou lisovacích tvaroviek je zložitosť inštalácie, pretože na inštaláciu tohto typu prvkov je potrebné špeciálne vybavenie.

Najjednoduchšie spojovacie prvky pre potrubie
Závitové tvarovky sú najjednoduchšie spojovacie prvky, pozostávajúce z tela, na koncoch ktorého je vyrezaný vnútorný alebo vonkajší závit.
Na utesnenie spojenia sa používajú rôzne tesnenia: ľanová niť, páska FUM atď.
Medené potrubné tvarovky určené na spájkovanie sa používajú extrémne zriedkavo, napríklad na ohýbanie potrubia alebo pripojenie ďalšieho výstupu. Takáto armatúra pozostáva z tela a jej inštalácia vyžaduje plynový horák.

Spájkované zariadenia
V súčasnosti sú pri montáži medených potrubí najobľúbenejšie lisovacie alebo lisovacie tvarovky.
Účel a rozmery armatúr
Po výbere typu spojovacej armatúry je potrebné určiť účel zariadenia a jeho celkové rozmery.
Na základe dohody sú všetky armatúry rozdelené do nasledujúcich typov:
- kohútiky. Používa sa, keď je potrebné zmeniť uhol prechodu potrubia na vykurovanie, zásobovanie vodou atď.
- odpaliska, ktoré sa inštalujú, ak je potrebné pripojiť k potrubiu ďalšie vedenie;
- kríže. Hlavným rozdielom od odpalísk je prítomnosť dodatočného vstupu / výstupu;
- linkové armatúry. Používajú sa hlavne na zvýšenie dĺžky potrubia pripevnením dodatočného rezu;
- zástrčky. Umožnite zablokovať prívod látky prechádzajúcej potrubím v určitej oblasti.

Typy armatúr v závislosti od účelu
Výber typu armatúry sa vykonáva v súlade s vyvinutou schémou potrubia.
Pri výbere spojovacieho uzla pre vodovod, plynovody, vykurovacie systémy atď. je potrebné vziať do úvahy aj rozmery armatúr. Priemer spojovacieho prvku sa musí rovnať priemeru rúrok používaných na usporiadanie potrubia. Ak sa inštaluje závitové kovanie, je potrebné určiť aj rozmery (rozstup) závitu.
Ako pripojiť medené rúry - konštrukcia
Ako pripojiť medené rúrky
Medené rúry sa spájajú pri usporiadaní rôznych potrubí pomocou tvaroviek a špeciálnych metód. Každý musí vedieť, ako pripojiť medené rúry, pretože získanie spoľahlivého spojenia vyžaduje splnenie určitých podmienok.
Svetlicové spojenie
Mäkké medené rúry sú veľmi často spojené so spojkou, v ktorej je utesnený koniec rúry bez rozšírení. Nie je ťažké demontovať takýto spoj a potom sa dá ľahko obnoviť. Zvyčajne sa rozšírené spojenie medených rúrok používa, keď je nebezpečné pracovať s horákom a nie je možné úplne vypustiť vodu zo starého potrubia. Poradie práce je nasledovné:
1. Vyčistite koniec potrubia. V tomto prípade musíte odstrániť všetky otrepy.
2. Nasaďte spojku na potrubie.
3. Vložte rúrku do kalibrovaného hrdla. Dobre to tam zatlačte.Otvor by mal mať rovnaký priemer ako samotná rúra. Nainštalujte koniec rúry na rovnakú úroveň alebo mierne nad upínací povrch.
4. Nasaďte prípravok na svorku. Začnite otáčať skrutkou, kým sa kužeľ nerozšíri pod uhlom približne 45 stupňov ku koncu potrubia.
5. Vyberte potrubie z kalibrovaného otvoru. Potom musíte spojku priblížiť k rozšíreným okrajom. Omotajte závity spojky tesniacou páskou a utiahnite maticu.
Spojenie s armatúrami
Spojenie medených rúrok s armatúrami znižuje náklady na prácu pri inštalácii, čas potrebný na dokončenie práce a zaručuje kvalitu spojenia, pretože nedochádza k zaťahovaniu kovu. Medené rúrky s tvarovkami sa najčastejšie spájajú kapilárnym spájkovaním, ktoré je založené na kapilárnom efekte. Existujú dva typy spájkovacích medených rúr:
Spájkovanie je vysokoteplotné. Pre túto metódu sa používajú tyčové žiaruvzdorné spájky. Na ohrev potrubí sa používajú propánové a acetylénové horáky;
Spájkovanie je nízkoteplotné. Pri tejto metóde sa používajú mäkké spájky, ktoré sú zvinuté do zvitkov. Na toto spájkovanie stačí oheň z obyčajného fúkača.
V týchto dvoch metódach nie sú žiadne zvláštne rozdiely, ale na spoje hrdlových rúr sa používa vysokoteplotné spájkovanie a na spoje s tvarovkami, do ktorých je spájka zatavená, sa používa nízkoteplotné spájkovanie.
Spôsob montáže je nasledujúci:
Armatúra sa nasadí na rúrku potiahnutú tavivom:
Spoj sa zahrieva horákom, kým sa spájka neroztopí a neuzavrie medzeru medzi armatúrou a rúrkou;
Konštrukcia sa nechá vychladnúť a následne sa exteriér očistí špeciálnymi čističmi na meď. Potom je potrubie pripravené na prevádzku.
Závitové pripojenie
Závitové spojenie medených rúrok je skladateľné a používajú sa špeciálne objímky. Ak je potrebná demontáž, krúžok bude potrebné vymeniť. Tento typ pripojenia sa vykonáva takto:
Najprv odrežte kus potrubia požadovanej dĺžky;
Ak sa použijú rúry s PVC izoláciou, je potrebné odstrániť izolačnú vrstvu z konca rúry ostrým nožom a odstrániť otrepy, ktoré sa vytvorili po reze, pilníkom;
Kovanie sa pripravuje;
Na potrubie sa nasadí spojovacia matica, potom sa nasadí stláčací krúžok;
Matica by sa mala naskrutkovať hladko - najprv sa krúti rukou, keď to nie je možné, použije sa kľúč. Počas prevádzky matica stlačí potrubie a spoj je utesnený.
fix-builder.com
Na vykonanie správnej inštalácie prívodu teplej a studenej vody, prívodu plynu alebo klimatizácie je potrebné oboznámiť sa s pravidlami a spôsobmi pripojenia v systéme medených rúrok. Vysoké náklady sú odôvodnené vysokými technickými vlastnosťami a dlhou životnosťou.
Obr 1. Práca so špeciálnym horákom
Konektory kompresného a samosvorného typu
Tvarovky na spájanie medených rúrok, ktoré patria do kategórie kompresie alebo samosvornosti, sa tiež nazývajú klieštiny alebo krimpovanie. Takéto konektory sú dobrou alternatívou k armatúram, ktoré sú spojené s medenými časťami spájkovaním. Klieštinová tvarovka je prvok, ktorého dizajn pozostáva z tesniacich krúžkov a tesnení, ako aj krimpovacieho krúžku, ktorý po utiahnutí prispieva k tesnosti vytvoreného spojenia. Materiálom na výrobu kompresných alebo klieštinových tvaroviek môže byť nielen meď, ale aj mosadz alebo kovoplast.

Mosadzné nástrčné kovanie s vonkajším závitom
Lisovacie klieštinové tvarovky sú najlepšou voľbou pre vykurovacie a vodovodné systémy, na inštaláciu ktorých sa používajú medené rúry rôznych priemerov alebo rúrkové výrobky z rôznych materiálov.V poslednej dobe sú čoraz populárnejšie samosvorné kovania, ktoré sa vyznačujú výhodnejšími výkonnostnými charakteristikami.
Samosvorné armatúry z hľadiska rýchlosti vyhotovenia spojenia a z hľadiska jeho spoľahlivosti dokážu úplne nahradiť spájkovanie. Konštrukcia takýchto tvaroviek zahŕňa celú sadu krúžkov, z ktorých jeden je vybavený špeciálnymi zubami. Princíp činnosti takýchto spojovacích prvkov je založený na skutočnosti, že keď je vystavený krúžku so zubami pomocou špeciálneho montážneho kľúča, je upevnený v susednom prvku, čím sa vytvorí spoľahlivé a trvanlivé spojenie medených rúrových častí. Na rozdiel od spájkovania je demontáž spojenia získaného takouto armatúrou rovnako jednoduchá ako jej získanie, na tento účel sa používa rovnaký inštalačný kľúč.

Montáž medeného potrubia spájkovaním
Najväčšiu tesnosť možno dosiahnuť, ak sú rúry spojené spájkovaním. Pri vykonávaní prác je potrebné dôsledne dodržiavať odporúčané bezpečnostné pravidlá.
Nástroje
Na zostavenie potrubia spájkovaním budete potrebovať nasledujúcu sadu materiálov a nástrojov:
- medené rúry, ktorých počet a priemer sú určené podľa schémy;
- rezačka rúr (ak nie je k dispozícii zariadenie, môžete použiť bežnú pílu);
- ohýbačka rúrok;
- kovová kefa na prípravu rúr na spájkovanie;
- brúsny papier (používaný okrem štetca);
- expandér rúr - špeciálne zariadenie na zväčšenie priemeru jedného z pripojených potrubí;
- plynový horák;
- úkosovačka (zariadenie na odstraňovanie otrepov po rezaní rúr);
- zloženie taviva, ktoré umožňuje dodatočné čistenie rúr a prispieva k rovnomernejšej distribúcii spájky;

Odrody taviva na spájkovanie
spájka - kovová zliatina, ktorá vypĺňa priestor medzi rúrkami počas procesu spájkovania.

Odrody spájok pre rôzne typy spájkovania
Tavidlo a spájka sa vyberajú v závislosti od typu spájkovania (nízkoteplotné alebo vysokoteplotné) a tavidlo a spájka by sa mali navzájom čo najviac zhodovať.
proces spájkovania
Ako spájať medené rúry spájkovaním? Na získanie silného spojenia sa odporúča dodržiavať nasledujúcu schému:
- rúrky sú rezané. Dĺžka každého úseku potrubia musí zodpovedať schéme, ktorá označuje medené potrubie v obytných priestoroch;
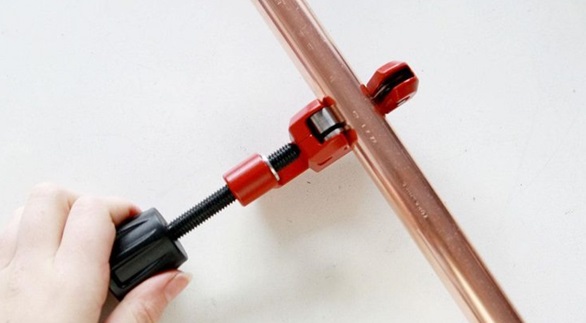
Rezanie rúr pomocou rezačky rúr
- skosenie sa odstráni z koncov rúr. Potom sa miesta spájkovania vyčistia, aby sa dosiahol čo najrovnomernejší povrch, a očistia sa od oxidov a iných nečistôt pomocou kovovej kefy;

Príprava povrchu potrubia na spájkovanie
- na dosiahnutie maximálnej tesnosti spájkovaného spoja musí byť koniec jednej rúrky rozšírený o 2 mm - 3 mm;

Zväčšenie priemeru potrubia
- miesto budúceho spájkovania je ošetrené tavivom. Keďže chemické zloženie môže nepriaznivo ovplyvniť pokožku rúk, práca sa vykonáva v ochranných rukaviciach. Tavidlo vo forme pasty sa najvýhodnejšie nanáša malým štetcom;
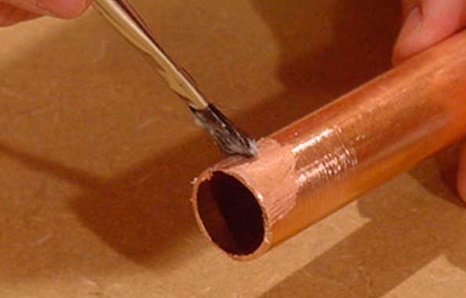
Nanášanie taviva na časť potrubia
- horák sa zahreje na požadovanú prevádzkovú teplotu;
- tavivo sa trochu topí;
- potrubia sú pripojené;
- prebytočný tok sa odstráni suchou mäkkou handričkou;
- sa vykonáva spájkovanie. Spájka sa hladko nanáša na vyhrievanú oblasť, ktorá sa pri zahrievaní roztaví a vyplní všetok voľný priestor;

Plnenie spájkou počas procesu spájkovania
- po dobu 3 - 5 minút (až do úplného ochladenia) sa spojenie nechá stáť;
- ďalší úsek potrubia je pripojený rovnakým spôsobom.
Spájkovanie rúrok sa vykonáva pri vysokej teplote. Pri výkone práce sa navyše často uvoľňujú škodlivé látky. Montáž potrubia spájkovaním sa preto musí vykonávať v dobre vetranom priestore a mimo horľavých látok alebo predmetov.
Možné spôsoby inštalácie medených rúr sú podrobne diskutované vo videu.

Po predbežnej montáži sa medené rúry ukladajú podľa predtým vyvinutej schémy. Na upevnenie potrubia môžete použiť svorku, konzolu alebo iné zariadenia. Okrem toho je možné v stenách položiť rúry.
Spôsoby spájkovania
Existujú dva spôsoby pripojenia spájkovaním:
- Nízkoteplotné spájkovanie, ktoré zahŕňa zahriatie spoja na + 250-300 ° C pomocou plynnej zmesi (propán - bután), štandardného taviva a nízkoteplotnej mäkkej spájky.
- Pri vysokoteplotnom spájkovaní sa používa teplota ohrevu viac ako + 650 ° C, zmes plynov (propán - kyslík alebo acetylén - kyslík), vysokoteplotné tavidlo a tvrdá spájka.
Nízkoteplotné spájkovanie sa používa na pripojenie potrubí v domácich systémoch. Takéto dokovanie môže urobiť aj osoba, ktorá nemá špeciálne znalosti a zručnosti.
Vysokoteplotná metóda sa vyznačuje zvýšenou pevnosťou. Rúry spojené pod vplyvom vysokých teplôt sú schopné pracovať pod vysokým tlakom a môžu byť použité na prepravu plynu alebo nebezpečných kvapalín. Spájkovanie vyžaduje použitie profesionálneho vybavenia, takže sa zvyčajne používa v priemysle.
V technologickom procese nízkoteplotného a vysokoteplotného spájkovania je zásadný rozdiel:
- V prvom prípade sa spoj zahreje a z rozpáleného kovu sa roztaví spájka, ktorá sa musí držať na dne spoja.
- Pri vysokoteplotnom spájkovaní sa spájka predhreje, potom sa spoj spolu s ňou zahrieva, až kým spájka nevyplní drážku, ktorá je pre ňu pripravená. Vysoká teplota vám to umožňuje okamžite, nadmerné prehrievanie medi nepriaznivo ovplyvňuje jej výkon a oslabuje pevnosť spojenia.

